|
ХӘТӘЈәһйБЛМбёЯӮчёРЖчЦЖФмөД№ӨЛҮЛ®ЖҪ,ЕъБҝЙъ®aёЯЩ|БҝЎўёЯҝЙҝҝРФөД®aЖ·,АыУГSPC№ӨҫЯҢҰӮчёРЖчЙъ®aЯ^іМҢҚК©ЦЖіМ№ЬЦЖ,ұOҝШ®aЖ·ЦЖФм№ӨЛҮ, ұЈЧC№ӨЛҮЯ^іМ·Җ¶ЁКЬҝШ,ҙЩЯM№ӨЛҮғһ»Ҝ,МбёЯЙъ®aҫҖЦЖФмЛ®ЖҪ.
ФЪӮчёРЖчөДЕъБҝЙъ®aЦР,ОТӮғҪӣіЈёщ“ю«@өГөДЯ^іМјУ№ӨІҝјюөДңyБҝ”ө“юИҘ·ЦОцЯ^іМөД о‘BЎўЯ^іМөДДЬБҰәНұOҝШЯ^іМөДЧғ»Ҝ,ТФЕР”аЕъБҝЙъ®aөДЯ^іМ о‘BКЗ·сқMЧгТӘЗу,ө«әҶҶОөДәПёсВКҪyУӢЗйӣrТСІ»Яm‘ӘУЪҢҰЯ^іМ о‘BәНДЬБҰЧғ»ҜөДУРР§·ЦОцәНЕР¶Ё.ДЗГҙ,ФхҳУҒнұЈЧCЕъБҝ®aЖ·өДЙъ®a о‘BКЗ·сқMЧгОТӮғөДЙъ®aРиТӘДШ?ҝЙТФАыУГҪyУӢөД·Ҫ·ЁҒнұOҝШЯ^іМөД о‘B,ҙ_¶ЁЙъ®aЯ^іМФЪҝШЦЖөД о‘BПВЕъБҝЙъ®a,ТФҪөөН®aЖ·Ж·Щ|өДЧғ®җ,ҸД¶шМбЙэЧоҪK®aЖ·өДЩ|БҝЛ®ЖҪ.
SPCФЪЙъ®aЦРөДҢҚК©ІҪуE
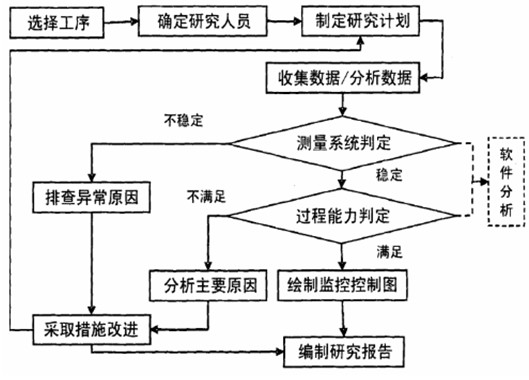
ҢҚК©SPCөДЯ^іМТ»°г·ЦһйғЙҙуІҪуE:КЧПИУГSPC№ӨҫЯҢҰЯ^іМЯMРР·ЦОц,Из·ЦОцУГҝШЦЖҲD,ёщ“ю·ЦОцҪY№ыІЙИЎұШТӘҙлК©,НЁЯ^ПыіэЯ^іМЦРөДПөҪyРФТтЛШәНңpРЎЯ^іМөДлSҷCІЁ„УТФқMЧгЯ^іМДЬБҰөДРиЗу,ИзК№УГQSmart SPCЬӣјюЯMРР·ЦОц.
өЪ¶юІҪ„tКЗУГҝШЦЖҲDҢҰЯ^іМЯMРРКЗіЈұOҝШ,іЈУГөДҝШЦЖҲDУРҫщЦөҳЛңКІоҝШЦЖҲDЎўҫщЦөҳOІоҝШЦЖҲDәНPҝШЦЖҲDөИ.
SPCФЪӮчёРЖчЙъ®aЦРөД‘ӘУГ
ПВГжТФӮчёРЖчЙъ®a‘ӘУГSPC№ӨҫЯһйАэ,әҶТӘХ“КцSPC№ӨҫЯФЪҢҚлHЕъБҝЙъ®aЦРөД‘ӘУГ·Ҫ·Ё.ҫЯуw№ӨЧчБчіМКҫТвҲDИзПВ:
ФЪSPC‘ӘУГөДБчіМЦР,КЧПИТӘЯx“сЛщТӘСРҫҝөД№ӨРтЯ^іМ,НЁЯ^Я^іМөДЯx¶ЁФЩҙ_¶ЁІ»Н¬өДСРҫҝИЛҶT,ІўЦЖ¶ЁПа‘ӘөДСРҫҝУӢ„қ,°ьАЁСРҫҝ®aЖ·өДРНМ–ЎўБҝіМЎўңyФҮөД”өБҝәН°ІЕЕ•rйg№қьcөИөИ.ұMБҝЧцөҪУӢ„қјҡЦВЦЬГЬ.
1.ңyФҮ”ө“юөДКХјҜЕc·ЦОц
ңyФҮ”ө“юКХјҜөДДҝөДКЗҢҰСРҫҝөДЯ^іМЯMРРБҝ»Ҝ·ЦОц,ФЪҪyУӢЯ^іМЦР,ЦчТӘУРғЙҙО”ө“юКХјҜөД°ІЕЕ,јҙ
ңyБҝПөҪy
ЕР¶ЁөД”ө“юКХјҜәНЯ^іМДЬБҰЕР¶ЁөД”ө“юКХјҜ,ғЙҙО”ө“юКХјҜУРЯүЭӢҙОРт,І»ДЬоҚө№.
ТФӮчёРЖчм`Гф¶ИңyФҮ№ӨРтһйАэ,һйБЛЕР¶Ём`Гф¶ИңyФҮПөҪyөД·Җ¶ЁРФ,·Ц„eЯx“сІ»Н¬өДңyФҮПөҪyәНңyФҮИЛҶT°ҙХХ·ҪІо·ЦОцФOУӢҢҚтһУӢ„қ,ёщ“юҢҚтһУӢ„қҢҰЛщКХјҜөДҢҚтһ”ө“юЯMРРБҝ»Ҝ·ЦОц,ҸД¶шЕР¶ЁңyФҮПөҪyөД·Җ¶ЁРФ,ТФЕЕіэИЛҶTәНФOӮдөДУ°н‘,јЩФOӮчёРЖчм`Гф¶ИЭ”іцһй3.0ЎА0.003mV/V,ІЙУГ
QSmart SPC
ЬӣјюЯMРР·ЦОцөДҪY№ыИзПВ:
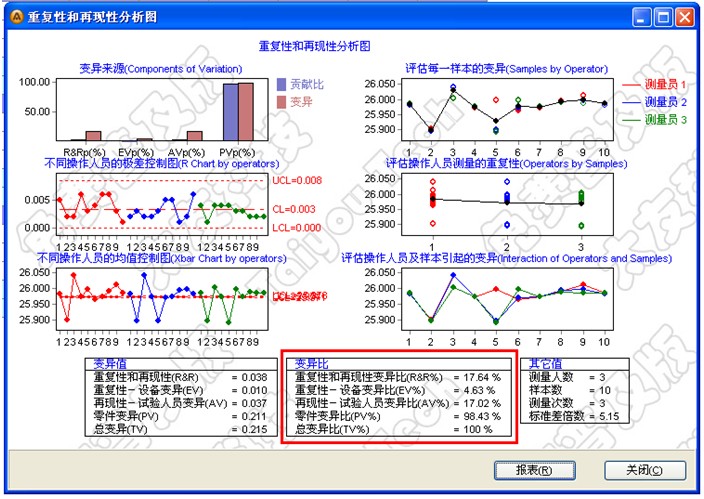
ФЪЙПҲDБҝ»Ҝ·ЦОцЦР,ЦчТӘЕР¶ЁөДУРStudy Var(%SV)СРҫҝЧғ®җ,Tolerance(SV/Toler)№«Іо·Ц„eТӘРЎУЪөИ30%;
НЁЯ^ІЙУГQSmart SPCЬӣјюЯMРР·ЦОц,м`Гф¶ИөДңyФҮПөҪyКЗ·Җ¶ЁөД,қMЧгТӘЗу,ҝЙТФЯMРРПВТ»ІҪөДЯ^іМДЬБҰЦё”ө”ө“юКХјҜәН·ЦОц,ёщ“юЦЖ¶ЁәГөДСРҫҝУӢ„қҢҰЛщКХјҜөД”ө“юЯMРР·ЦОц,·ЦОцҪY№ыИзПВҲDЛщКҫ:
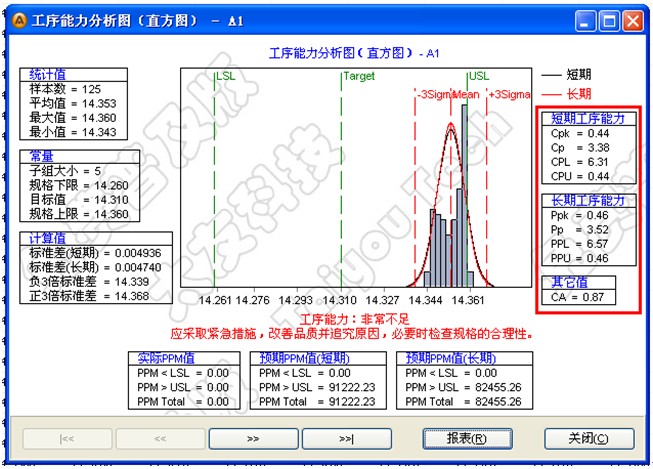
УЙЙПҲDЛщКҫ,№«ІоЦРРДәНңyФҮҫщЦөІ»ЦШәП,ёщ“ю
Я^іМДЬБҰЦё”ө
CPKөДЕР¶ЁФӯ„t,CPK=0.44<0.67,ЛщТФЯ^іМДЬБҰҮАЦШІ»Чг,ұШнҡІЙИЎҫoјұҙлК©,МбёЯјјРg№ЬАнДЬБҰ,ҝЙНЁЯ^ӮҖРФ№«Іо·¶Үъ,ңpРЎ”ө“ю·ЦІјЖ«ТЖәНҪөөНјУ№ӨЩ|БҝМШРФ·ЦЙўіМ¶ИҒнМбёЯЯ^іМДЬБҰ.
2.ҝШЦЖҲDөДЯ\УГ
ёщ“ю
ҝШЦЖҲD
К№УГөДДҝөДІ»Н¬,ЦчТӘ·Цһй·ЦОцУГҝШЦЖҲDәНҝШЦЖҲDҝШЦЖҲD.ёщ“юбҳҢҰІ»Н¬өДСРҫҝҢҰПу,ҝШЦЖҲD·ЦһйҫщЦөҳЛңКІоҝШЦЖҲDЎўҫщЦө-ҳOІоҝШЦЖҲDәНPҝШЦЖҲDөИ.ФЪИХіЈөДЙъ®aЯ^іМЦР,һйБЛДЬҢҚ•r·ҙУіЙъ®aЦРөДҝШЦЖ о‘B,ІЙУГҝШЦЖҲDҝЙТФҢҰЯ^іМЩ|БҝМШРФЦөЯ_өҪЯ@Т»ұOҝШДҝөД,ҝЙТФҫЯуwп@Кҫ®aЖ·Щ|БҝөДЧғ»Ҝ.ТФПВһйҢҰӮчёРЖчм`Гф¶ИІЙУГҫщЦөҳЛңКІоҝШЦЖҲDҢҰИХіЈұOҝШөДКҫТвҲD:
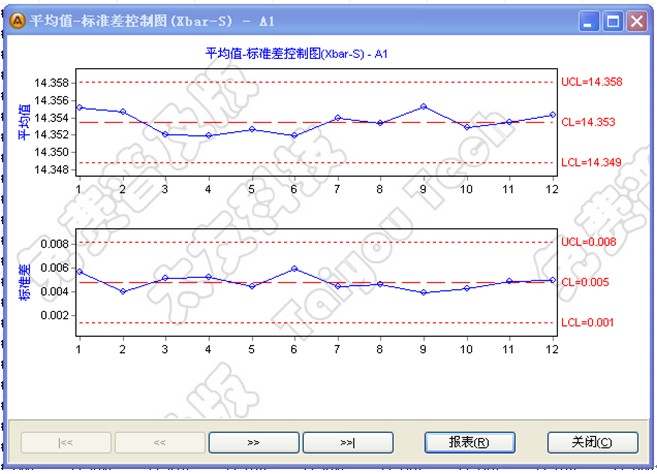
ҙЛ•rҝШЦЖҲDөДҝШЦЖҪзПЮТСҪӣёщ“ю·ЦОцлA¶ОөДҪY№ы¶шҙ_¶Ё,Йъ®aЯ^іМөД”ө“юј°•rАLЦЖөҪҝШЦЖҲDЙП,ІўГЬЗРУ^ІмҝШЦЖҲDЦРьcөДІЁ„УЗйӣr,ЖдҝЙТФп@КҫіцЯ^іМКЬҝШ»тК§ҝШ,Из№ы°l¬FК§ҝШ,ұШнҡҢӨХТФӯТтІўұMҝмПыіэЖдУ°н‘.ұOҝШҝЙТФід·Цуw¬FіцSPCоA·АҝШЦЖөДЧчУГ.
SPC№ӨҫЯ
ФЪӮчёРЖчөДҢҚлH‘ӘУГ,ҢҰУЪГҝӮҖҝШЦЖн—Дҝ,¶јұШнҡҪӣЯ^ТФЙПғЙӮҖлA¶О,ІўЗТФЪұШТӘ•r•юЦШҸНЯMРРЯ@ҳУҸД·ЦОцөҪұOҝШөДЯ^іМ.
|
