|
摘要:
控制圖
是對過程質量特性值進行測定、記錄、評估,從而監察過程是否處于控制狀態的一種用統計方法設計的圖。根據假設檢驗的原理構造一種圖,用于監測生產過程是否處于控制狀態。它是統計質量管理的一種重要手段和工具。其中控制圖根據統計數據的類型不同分為計量型控制圖與計數型控圖,下面我們針對控制圖的分類進行介紹.
控制圖的定義
控制圖(Control Chart)又叫管制圖,是對過程質量特性進行測定、記錄、評估,從而監察過程是否處于控制狀態的一種用統計方法設計的圖。圖上有中心線 (CL,Central Line)、上控制線(UCL,Upper Control Line)和下控制限(LCL,Lower Control Line),并有按時間順序抽取的樣本統計量數值的描點序列。UCL、CL、LCL統稱為控制線(Control
Line)。中心線是所控制的統計量的平均值,上下控制界限與中心線相距數倍標準差。多數的制造業應用三倍標準差控制界限,如果有充分的證據也可以使用其 它控制界限。若控制圖中的描點落在UCL與LCL之外或描點在UCL和LCL之間的排列不隨機,則表明過程異常。
常用SPC控制圖
·根據控制圖使用目的的不同,控制圖可分為:分析用控制圖和控制用控制圖。
·根據統計數據的類型不同,控制圖可分為:
計量控制圖
和計數控制圖(包括計件控制圖和計點控制圖)。它們分別適用于不同的生產過程。每類又可細分為具體的控制圖.
計量型數據的控制圖:
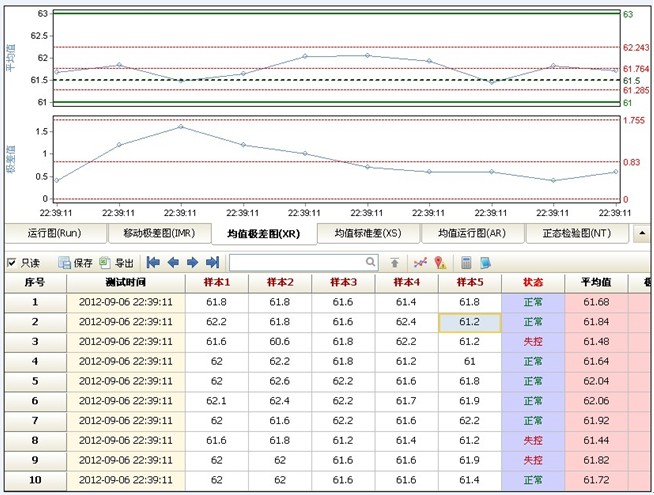
·Xbar-R圖(均值-極差圖)
·Xbar-S圖(均值-標準差圖)
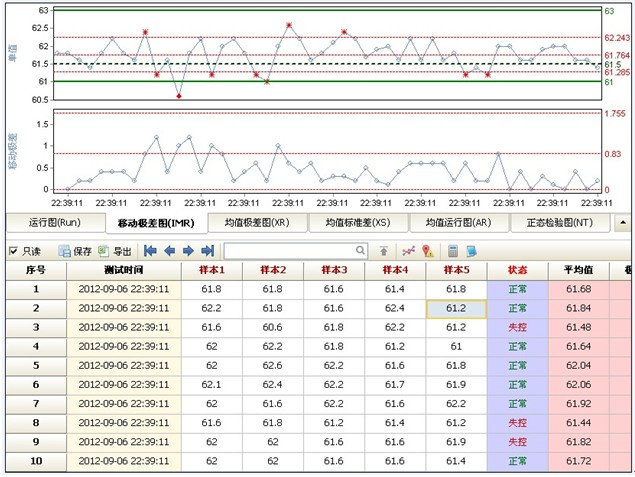
·X-MR圖(單值-移動極差圖)
·X-R(中位數圖)
計數型數據的控制圖:
·P圖(不合格品率圖)
·np圖(不合格品數圖)
·c圖(不合格數圖)
·u圖(單位產品不合格數圖)
常用控制圖適用范圍
1.X-R控制圖
用于控制對象為長度、重量、強度、純度、時間、收率和生產量等計量值的場合。X控制圖主要用于觀察正態分布的均值的變化,R控制圖主要用于觀察正態分布分散或變異情況的變化,而X-R控制圖則將二者聯合運用,用于觀察正態分布的變化。
2.X-s控制圖
與X-R圖相似,只是用標準差(s)圖代替極差(R)圖而已。
3.Me-R控制圖
與X-R圖也很相似,只是用中位數(Me)圖代替均值(X)。
4.X-Rs控制圖
多用于對每一個產品都進行檢驗,采用自動化檢查和測量的場合。
5.
p控制圖
用于控制對象為不合格品率或合格品率等計數質量指標的場合,使用p圖時應選擇重要的檢查項目作為判斷不合格品的依據;它用于控制不合格品率、交貨延遲率、缺勤率、差錯率等。
6.np控制圖
用于控制對象為不合格品數的場合。設n為樣本,p為不合格品率,則np為不合格品數。
7.c控制圖
用于控制一部機器,一個部件,一定長度,一定面積或任何一定的單位中所出現的不合格數目。焊接不良數/誤記數/錯誤數/疵點/故障次數
8.u控制圖
當上述一定的單位,也即n保持不變時可以應用c控制圖,而當n有變化時則應換算為平均每項單位的不合格數后再使用u控制圖。
常用控制圖應用示例圖
·Xbar-R圖(
均值-極差控制圖
)
·X-MR圖(單值-移動極差圖)
|
