|
摘要:工序是產品、零部件制造過程的基本環節,也是品質檢驗的基本環節。對工序實行嚴格的工序控制,它能在幫助現代工藝更加富有效率工作的同時,也使現代工藝具有經濟上的現實意義。而對
工序能力
分析時,我們需要通過計算制程能力指數來判斷工序能力的大小.
制程能力指數
是指制程能力與制程目標相比較的定量描述的數值,即表示制程滿足產品質量標準的程度。一般以Cp或Cpk表示。
Cp:適用于質量標準規格的中心值與實測數據的分布中心值一致,即無偏離的情況下。
Cpk:適用于質量標準規格的中心值與實測數據的分布中心值不一致,即有偏離的情況下。
制程能力指數判定標準

制程能力指數計算
在計算制程能力指數時, 計算取樣數據至少應有20組數據,方具有一定代表性;計算Cpk除收集取樣數據外,還應知曉該品質特性的規格上下限(USL,LSL),才可順利計算其值。
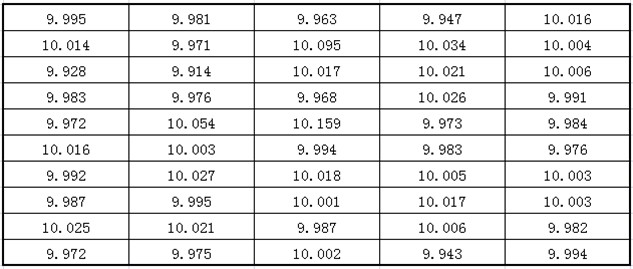
如:某工序的規格要求為10±0.1mm,實際測出50個樣本值如下,計算出該工序的Cpk;
傳統的方法是用Excel的“STDEV”函數自動計算所取樣數據的標準差(σ),再計算出規格公差(T),及規格中心值(u),然后計算出CA值,最后再通過公式計算出CPK.這種方法工作量大,而且工作非常繁瑣.為了解決目前這一種情況,可以直接把把數據復制到太友的
CPK計算軟件
里就可以求得CPK來判斷該工序能力:
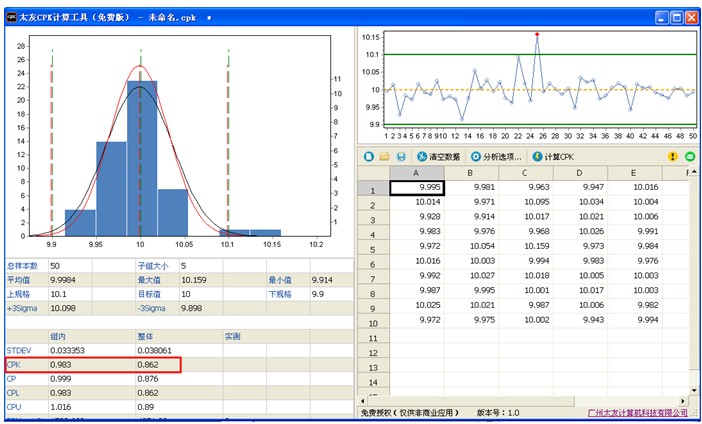
通過CPK計算軟件可以得出CPK=0.983,根據上面制程能力指數判定標準可知,該CPK值落在:
0.67≦CPK<1.00范圍內,表示制程不良較多,必須提升能力.
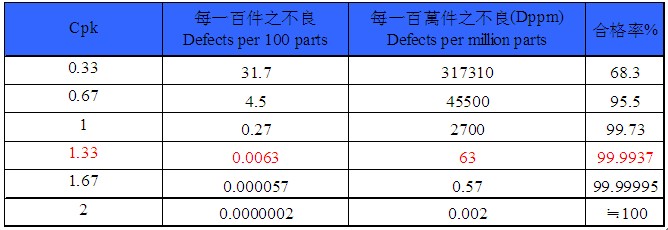
通過對制程能力指數的計算分析,可以了解產品制程的水平,確保產品質量,防止不良品產生。通過其計算結果可以知道產品改善空間,并且可以推估出產品不良率。下面附上
CPK
與合格率之間的換算表格:
|
