|
摘要: 管制圖,也叫
控制圖
,是應用于管制上的一種圖表﹐依據統計原理制定管制界限和中心線﹐ 再依抽樣檢查結果,推定制程是否在穩定狀態.
不良率管制圖(P-Chart)
P-chart是利用管制圖的原理,對制程中產品不良率進行管制。它是SPC中計數值管制圖中最常用的分析圖形之一,也是品質管理中最基本的工具,它具有以下特點與功能:
掌握某產品母體數(批量數)N的不良率狀況,了解本系統在正常狀況下的不良狀況,有助于做成本分析;
對于突發事件影響程度及時了解;
便于預測下一階段的不良率。
不良率管制圖(P-Chart)之判讀
穩定制程
a)多數點集中在中心線附近.
b)少數點落在管制界線附近.
c)點分布呈隨機狀態,無規則可循.
d)無點超出管制界線.
異常判定原則:
a)有點超出管制界線.
b)連續3點中有2點在管制線下二格內.
c)連續6點持續上升.
d)連續5點中有4點在UCL線下四格內.
P管制圖如果有點溢出管制下限,亦應采取對策.
•
量具的失靈,須予更新量具,并檢計以前之量測值影響度.
•
良品的判定方法有誤,應予即修正.
•
真正有不良率變小的原因,若能掌握原因,則有助于日后大幅度降低不良率.
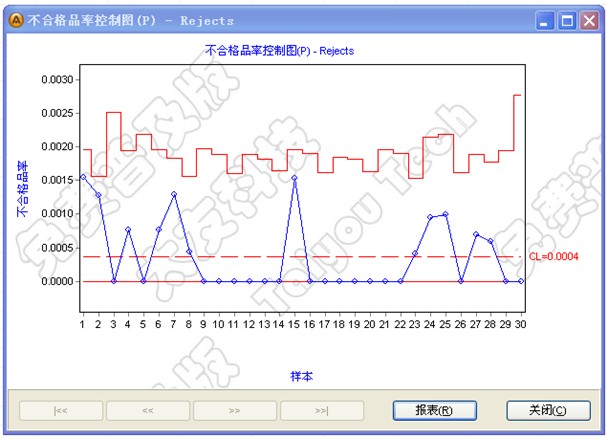
不良率管制圖(P-Chart)的實例
以下是PA-1900-02D Burn-in站收集的30組數據(每4小時之投入數為一組):

收集到以上這些數據后,為了方便快速計算其結果并生成P管制圖來判斷該批產品的不良率,我們可以直接利用
SPC軟件
來自動生成P管制圖,且可對其異常點進行報警:
|