|
صھزھ£؛ضئ³جؤـء¦ض¸”µ·ضخِض÷زھ¾حتاہûسأCPKحئزئˆDپيءث½âؤ³ي—®aئ·µؤؤ³ز»ضطزھ¹ـضئجطذششعز»¶خ•régƒبµؤ؛êس^ئ·ظ|׃»¯ î‘B،£
CPKحئزئˆDذèزھشO¶¨ز»CPKؤ؟کثضµ£¬بçدآتاCPKؤ؟کثضµشO¶¨µؤ·½·¨£؛
ز»°مشO¶¨é1.33»ٍ1.54£¨6.9PPM£©,ز²؟ة¸ù“ŒچëHاé›r£¬±ببç³ِ¬Fئ·ظ|±بف^²îشع0.7×َسز£¬د£حûك_µ½1.0£¨2700PPM£©£¬¾ح؟ةشOء¢ؤ؟کثضµé1.0،£
س‹ثمCPKضµ
ëpك…زژ¸ٌ£؛CPK=£¨1-Ca£©*Cp ئنضذ£¬CPKضµش½´َ±يت¾ضئ³جؤـء¦ش½ڈٹ
†خك…زژ¸ٌ£؛CPK=Cp
رa³ن£؛
Ca:œت´_¶ب£¬±يت¾ضئ³ججطذشضذذؤخ»ضأµؤئ«زئ³ج¶ب£¬ضµµبءم±يت¾²»ئ«زئ£¬ضµش½´َ±يت¾ئ«زئش½´َ،£
Cp£؛¾«´_¶ب£¬±يت¾ضئ³ججطذشµؤز»ضآذش³ج¶ب£¬ش½´َش½¼¯ضذ،£
CPKˆDت¾ہ
زشدآتاض±½سہûسأج«سرأâظM
CPK
س‹ثم¹¤¾ك×ش„سةْ³ةµؤCPK·ضخِˆD±ي£؛
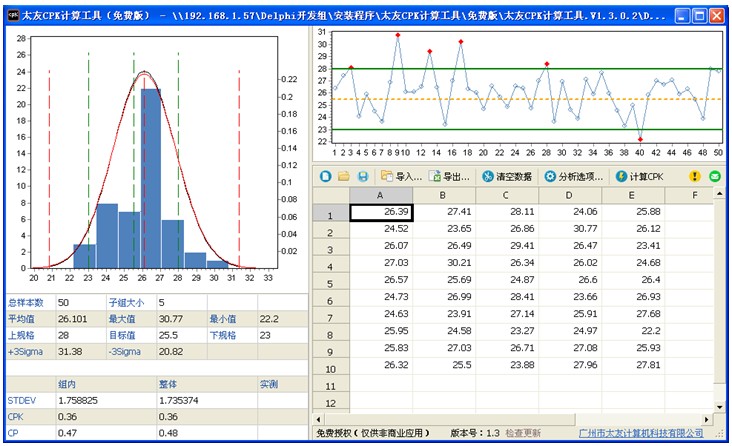
CPKˆDذخ·ضخِ·½·¨
ض÷زھتا؟´أ؟ز»‚€ücإcؤ؟کثضµµؤ±بف^ î›r£¬؛حشعك@¶خ•régƒبئ·ظ|׃»¯·ù¶بµؤ´َذ،£¬زشہûسع×ِئ·ظ|¹¤×÷µؤ؟‚½Y،£
بçؤ³®aئ·شعكBہmةْ®aµؤاé›rدآ£¬ؤ³ي—¹ـضئجطذششعكBہm2-3‚€شآ•régƒب¶¼ك_µ½»ٍ³¬ك^ؤ؟کثضµ£¬½¨×h„tجلةئ·ظ|ؤ؟کثضµ£»بçشعكBہm2-3‚€شآƒبCPKضµك_µ½2.0زشةد£¬؟ةآ“؛دئ·¹ـ،¢ضئشى،¢¹¤³جé_•س‘ص“تا·ٌ؟ةœpةظش“ي—¹ـضئجطذشµؤ™zٍ،£
|
