|
摘要:
控制圖
是用圖形的形式顯示已被測量的樣本與樣本數量之間的質量特性,控制圖上的點的分布狀態是生產過程運行的縮影,各種波動(正常或異常波動)都通過點的分布狀態表現出來。
控制圖的類型
根據統計數據的類型不同,控制圖可分為:計量控制圖和計數控制圖(包括計件控制圖和計點控制圖)。它們分別適用于不同的生產過程。每類又可細分為具體的控制圖,如下表所示:
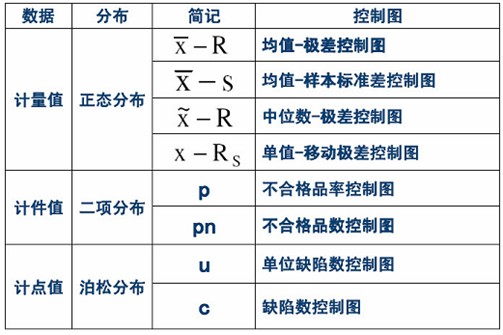
一般來說,提倡使用計量型數據來表達質量特性,因為它比計數型數據反映出更多更準確有關制程的資料。
應用控制圖的好處
•作為改進生產能力的技術證明;
•提高發現預防的能力;
•預防不必要的流程調節;
•提供診斷信息;
•提供流程能力信息;
應用SPC軟件計算控制圖
SPC是一套從制程中去收集數據,并加以統計分析,從分析中去發掘制程的異常,立即采取修正動作,使制程恢復正常的統計過程管制系統。其中一個核心的工具就是控制圖,利用控制圖可了解制程變異的分布情況,方便品質管理人員及時發現異常發生點,并通過采取措施加以改善,保證最終生產出高品質的產品。如下是利用
SPC軟件
自動計算Xbar-R控制圖示例:
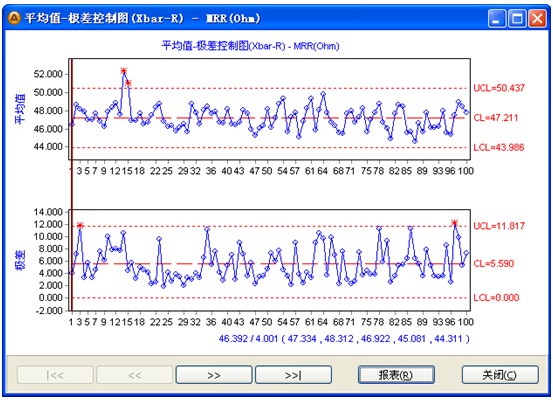
其中:控制圖上的紅點代表是失控狀態。在利用控制圖來判斷制程是否受控時,可以通過以下八個典型的準則來判別:
•1個點距中心線超過3個標準差(P=0.0027);
•連續7點在中心線的同一側(P=0.0153);
•6點連續上升或下降(P=0.00273);
•連續14點交替上升或下降(P=0.0027);
•連續3點中有2點距中心線大于兩個標準差(同側)(P=0.00268);
•連續5點中有4點距中心線大于一個標準差(同側)(P=0.0021);
•連續15點在距中心線一個標準差內(兩側))(P=0.00326);
•連續8個點距中心線大于一個標準差(兩側))(P=0.0002)。
|
