|
摘要: 所謂輪廓度是指被測實際輪廓相對于理想輪廓的變動情況。這一概念用于描述曲面或曲線形狀的準確度。其中輪廓度包括面輪廓度與線輪廓度,本文主要針對面輪廓度的知識及誤差檢測方法等內容進行介紹.
面輪廓度
·面輪廓度:是限制實際曲面對理想曲面變動量的一項指標,它是對曲面的形狀精度要求。
·面輪廓度公差:是實際被測要素(輪廓面線要素)對理想輪廓面的允許變動。
·面輪廓度誤差:描述曲面尺寸準確度的主要指標為輪廓度誤差,它是指被測實際輪廓相對于理想輪廓的變動情況。
面輪廓度公差標注方法
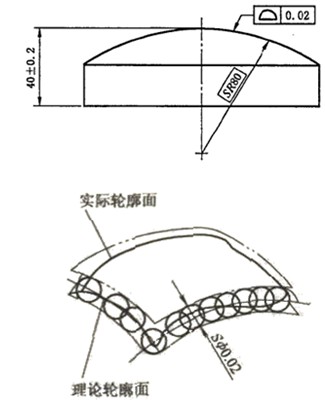
1)無基準要求
公差帶是直徑為公差值t、球心位于被測要素理論正確形狀上的一系列圓球的兩包絡面所限定的區域。
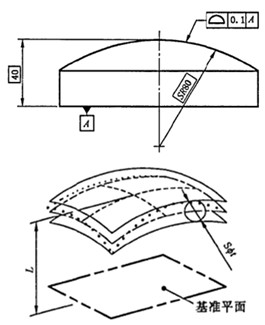
2)有基準要求
公差帶是直徑為公差值t、球心位于由基準平面確定的被測要素理論正確幾何形狀上的一系列圓球的兩包絡面所限定的區域。
面輪廓度誤差檢測方法介紹
1、傳統誤差檢測方法
傳統的面輪廓度測量誤差的測量方法包括仿形裝置測量、截面輪廓樣板測量、光學跟蹤輪廓測量儀測量以及三坐標測量裝置測量等。前3種測量方法要求做出理論輪廓樣板后才能測量。由于理論輪廓樣板制作非常困難,因此該測量方法適合于一種零件大批量生產過程中的檢驗。而采用三坐標測量裝置進行測量時無需輪廓樣板,只需要零件的CAD數學模型(零件的三維設計圖形),因此該測量方法可應用于任何場合且測量數據可靠。
目前,用來采集物體表面三維坐標的測量設備和方法多種多樣,其原理也各不相同。根據測量測頭是否和零件表面接觸可分為接觸式與非接觸式兩類。
接觸測量法以
三坐標測量機
測量為典型代表。三坐標測量機的測量精度高,對環境(如:溫度、濕度、防振等)要求也高。由于測量時測頭在工件上要逐點測量,所以測量速度較慢。另外還要求被測零件的材質不能太軟、尺寸不宜過大且不易變形。
非接觸測量法以結構光法為典型代表。該測量方法一次獲取物體表面的數據(點坐標)多,測量范圍大,對被測量物體的材質沒有要求,特別適合于面積大且易變形的覆蓋件類零件的測量。
2、利用數據采集儀連接百分表測量面輪廓度誤差的方法
·測量儀器:偏擺儀、百分表、
QSmart 數據采集儀
。
·測量原理:數據采集儀會從百分表中自動讀取測量數據,然后由數據采集儀軟件里的計算軟件自動計算出所測產品的面輪廓度誤差,最后數據采集儀會自動判斷所測零件的面輪廓度誤差是否在面輪廓度公差范圍內,如果所測面輪廓度誤差大于面輪廓度公差值,采集儀會自動發出報警功能,提醒相關操作人員該產品不合格。測量效果示意圖:

優勢:
1)無需人工用肉眼去讀數,可以減少由于人工讀數產生的誤差;
2)無需人工去處理數據,數據采集儀會自動計算出平面度誤差值。
3)測量結果報警,一旦測量結果不在面輪廓度公差帶時,數據采集儀就會自動報警。
自由曲面的加工精度是以其輪廓度來測量的,是一種較難定義的幾何要素,它不像一般規則幾何要素那樣,能用少量的參數給出精確定義,所以自由曲面加工精度的 檢驗也變得較為復雜,而利用
數據采集儀
連接百分表這種方法就能很好解決這個問題,是一種高效的測量方法.
|
