|
摘要:目前正面臨著勞工成本提高、產業競爭力排行競爭的困境,使得企業者不得不將人力導向的經營體質改變為設備導向的經營體質,藉以提高設備的生產稼動率,來維持穩定的產能與安定的質量。
什么是稼動率
稼動率是指設備在所能提供的時間內為了創造價值而占用的時間所占的比重。是指一臺機器設備可能的生產數量與實際生產數量的比值。
六大損耗與OEE
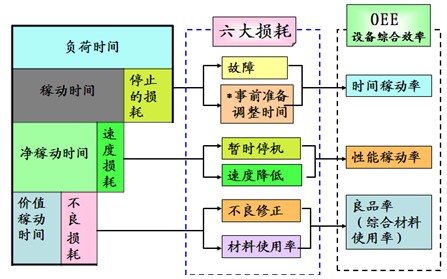
OEE的組成
OEE
的組成包含三大指標:時間稼動率(可用率),性能稼動率(表現指數),良品率(質量指數)
OEE=時間稼動率 x 性能稼動率 x 良品率
(OEE=可用率*表現指數*質量指數)
時間稼動率=負荷時間-停機時間/負荷時間
性能稼動率=理論節拍時間*投入數量/稼動時間
良品率=投入數量-不良數量/投入數量
概念說明:
計劃作業時間=上,下班時間減去用餐時間
實際作業時間= 計劃作業時間-提前停止時間(或+延時時間)
負荷時間 = 實際作業時間 - 計劃休止時間計劃停止時間包含早晚例會、休息時間、始業點檢、安全點檢、自主保全、體制展開、試作、計劃停止時間等時間
稼動時間= 負荷時間-停線時間停線時間:工具更換、調整、故障停止、上下流等待、質量維持、確認、工件不良、操作失誤、作業緩滯停止等時間
凈稼動時間=稼動時間-(實際節拍-理論節拍)x產量
節拍 :生產一個單位制品需要的時間間隔
理論(計劃)節拍 :以設計部門設定的參數為依據,或者依據需求量與人員的匹配,決定生產單個產品所需的時間.制訂生產計劃時,拿來作為標準的依據,以決定生產產品的理論數量。
實際節拍 :因作業環境和限制條件等影響,實際稼動的平均時間.
速度稼動率 = 理論節拍/實際節拍*100%
凈稼動率 = 速度稼動率 ×純稼動率 = 理論節拍×生產數量/稼動時間*100%
時間稼動率 = 負荷時間 - 停止時間/負荷時間*100%
良 品 率 =投入數量 - 不良數量/投入數量*100% = 良品數量/投入數量 *100%
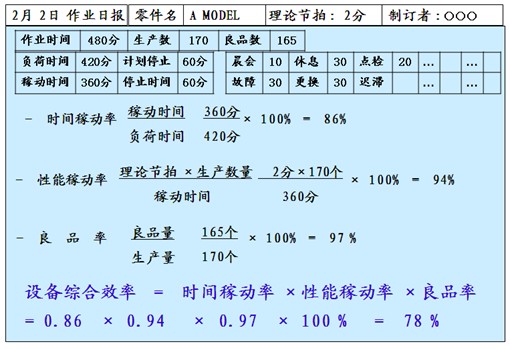
設備綜合效率OEE的計算 <例>
附:
設備綜合效率OEE解決方案
|
