|
摘要:
控制圖
由正態分布演變而來,它是對過程質量數據測定、記錄從而進行質量管理的一種用科學方法設計的圖。
什么是控制圖
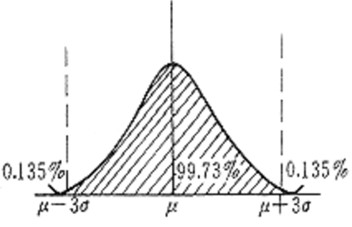
控制圖由正態分布演變而來。正態分布可用兩個參數即均值μ和標準差σ來決定。正態分布有一個結論對質量管理很有用,即無論均值μ和標準差σ取何值,產品質量特性值落在μ±3σ之間的概率為 99.73%,落在μ±3σ之外的概率為 100%-99.73%= 0.27%,而超過一側,即大于μ+3σ或小于μ-3σ的概率為 0.27%/2=0.135%≈1‰,見下圖所示,休哈特就根據這一事實提出了控制圖。
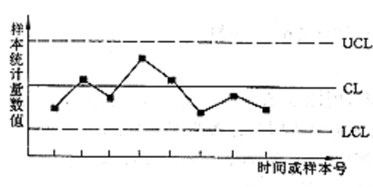
控制圖是對過程質量數據測定、記錄從而進行質量管理的一種用科學方法設計的圖。圖上有中心線(CL)、上控制限(UCL)和下控制限(LCL),并有按時間順序抽取的樣本統計量數值的描點序列,控制圖示例如下圖所示:
控制圖貫徹預防原則
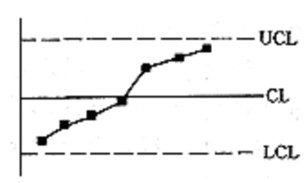
1.應用控制圖對生產過程不斷監控,當異常因素剛一露出苗頭,在未造成不合格品之前就能及時被發現。例如,下圖中點子有逐漸上升的趨勢,可以在這種趨勢造成不合格品之前就采取措施加以消除,起到預防的作用。
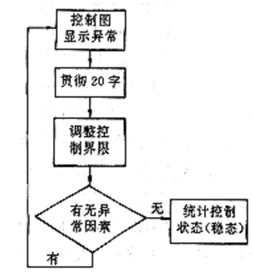
2.在現場,更多的情況是控制圖顯示異常,表明異常因素已經發生,這時要貫徹“查出異因,采取措施,保證消除,不再出現,納入標準”原則,每貫徹一次這個原則(即經過一次這樣的循環)就消除一個異因,使它永不再出現,從而起到預防的作用。由于異常因素是有限的,因此經過有限次數據的循環后, 最終達到在過程中只存在偶因而不存在異因,這種狀態稱為統計控制狀態或穩定狀態,簡稱穩態。 以下是達到穩態的循環圖:
3.穩態是生產過程追求的目標,在穩態下生產,對質量有完全的把握,質量特性值有 99.73%落在上下控制界限內;在穩態下生產,不合格品最少,因而生產也是最經濟的。一道工序處于穩態稱為穩定工序,每道工序都處于穩態稱為穩態生產線,
SPC
就是通過穩態生產線達到全過程預防的。雖然質量變異不能完全消滅,但控制圖是使質量變異成為最小的有效手段。
附:
SPC控制圖軟件免費下載
|
